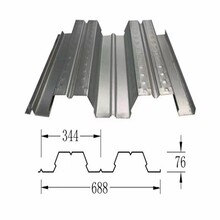
云南保山鋼模板價(jià)格合理,平面鋼模板
組合肋板角鋼槽鋼及其它型鋼順直無(wú)變形(變形死彎)�,主要受力處的筋肋選用整料、對(duì)于異形折角圓弧等無(wú)法使用整料的部位嚴(yán)格按照 操作�����。

鋼模板結(jié)構(gòu):
1��、 鋼模板組合����;每節(jié)組合高度1200mm墩身端側(cè)半圓弧邊與標(biāo)準(zhǔn)塊組合、托盤與墩帽分解組合�,標(biāo)準(zhǔn)組合塊1700×1202mm肋板間距3500×4500肋板高度(面板+肋高)86mm;
2�����、 鋼模板加工對(duì)于肋板的配制���;帶有異形角�、面的部其肋板加工在卡模上焊接定型用樣板反復(fù)矯正����、嚴(yán)禁徒手制作;
3��、 鋼模板加工組合邊框加工成子母扣形����;
4�����、鋼模板標(biāo)準(zhǔn)組合段��;每節(jié)段加工過(guò)程預(yù)留對(duì)拉螺栓孔位8處��,/5����、鋼模板內(nèi)肋十字組合焊縫每個(gè)焊接處焊縫長(zhǎng)度累計(jì)≥70%肋板寬度.

鋼模板在排料�、下料時(shí)對(duì)于焊接量較大的部位、下料時(shí)應(yīng)預(yù)留焊接收縮量���。鋼模板組合裝配����、加工應(yīng)按圖紙給定尺寸模數(shù)加工���,中心孔坐標(biāo)尺寸位置準(zhǔn)確����,且鋼模板的組合精度及裝配過(guò)程的互換精度�。
模扇制作����;在有一定剛的胎模上施工�����,定型肋板組焊——肋板矯正檢測(cè)——骨架裝配定位焊——組對(duì)面板焊接��,焊接成型�。
鋼模板成型在胎模上施工�����,對(duì)于組合裝配用的螺栓孔�����、在組合裝配時(shí)應(yīng)預(yù)先擰緊螺栓�,防止在組裝時(shí)、螺栓孔或其它相臨部位尺寸錯(cuò)位���。
標(biāo)簽:云南保山鋼模板鋼模板
云南鴻楚貿(mào)易有限公司
-
周燕平
-
云南昆明呈貢寶象物流中心B2棟509
-
0871-67366542
-
13529031650
-
信息由發(fā)布人自行提供�����,其真實(shí)性��、合法性由發(fā)布人負(fù)責(zé)��。交易匯款需謹(jǐn)慎���,請(qǐng)注意調(diào)查核實(shí)��。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)